摘要:曲轴工作中受到周期性的气体压力、往复运动惯性力、旋转运动离心力和机械制动力作用,曲轴的变形是不可避免的。本文对曲轴变形的检验技术及变形后的校正技术进行了论述,以提高发动机使用质量。
曲轴是柴油机最重要的机件之一,柴油机的全部功率都通过它输出。通过装在其自由端的齿轮传动,达到配气定时、供油定时及驱动其它辅助装置,所以说曲轴如果出现了故障,不能按要求完成工作,柴油机也将无法正常工作。
曲轴工作中受到周期性的气体压力、往复运动惯性力、旋转运动离心力和机械制动力作用,曲轴的变形是不可避免的。曲轴的变形通常为弯曲变形和扭转变形。主轴颈的同轴度误差大于0. 05 mm称为弯曲。若连杆轴颈分配角误差大于30°称为曲轴扭曲。
弯曲、扭曲变形的原因,一是重载起步离合器放松过猛,曲轴受到过大的冲击载荷;二是长期超负荷运转,发动机连续出现爆震;三是主轴颈或主轴承座孔不同轴;四是发动机因缺机油或轴瓦间隙过小而烧瓦抱轴;五是曲轴飞轮组的平衡性能差等;六是由于使用不当或修理不当造成的。如曲轴的扭曲变形,多数原因是个别活塞卡缸造成的,如个别缸塞间隙过小,或活塞受热后膨胀过大,使活塞运动阻力过大,甚至卡缸时,将导致曲轴的扭曲。在拖拉机挂车时,起步过猛和紧急制动未踏下离合器等原因也会引起曲轴的扭曲变形。变形过大的曲轴会导致自身和相连零件的加剧磨损,加速疲劳,出现曲轴断裂和过大的机械振动。预防曲轴变形就要从曲轴产生变形的原因入手,主要应从提高使用操作水平、避免过大的冲击载荷,及时保养维修以保证发动机始终在良好工况下工作,提高修理和装配质量等方面着手。
1 曲轴变形的检验
1.1曲轴弯曲变形的检验
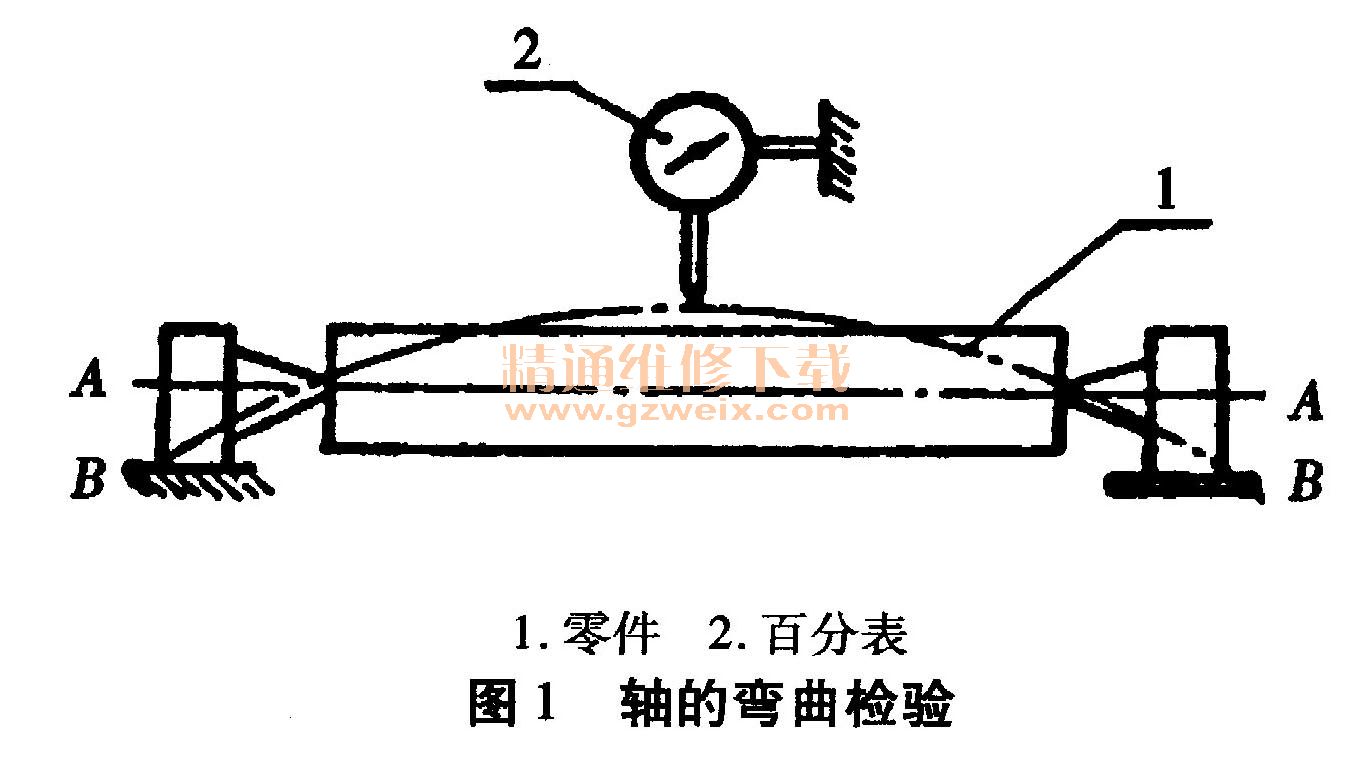
曲轴弯曲变形可通过检查曲轴主轴颈和连接凸缘盘的径向圆跳动和端面圆跳动实现。一般轴类零件的弯曲检验如图1所示。轴类零件的端面圆跳动检验如图2所示。

曲轴变形要求的技术条件是:以两端主轴颈公共轴线为基准,中间各轴颈的径向圆跳动不得大于0. 05 mm;飞轮凸缘盘的径向圆跳动不得大于0. 04 mm;外端面圆跳动不得大于0. 06 mm;各连杆轴颈和主轴颈的不圆度误差、不柱度误差应不大于0. 005 mm。
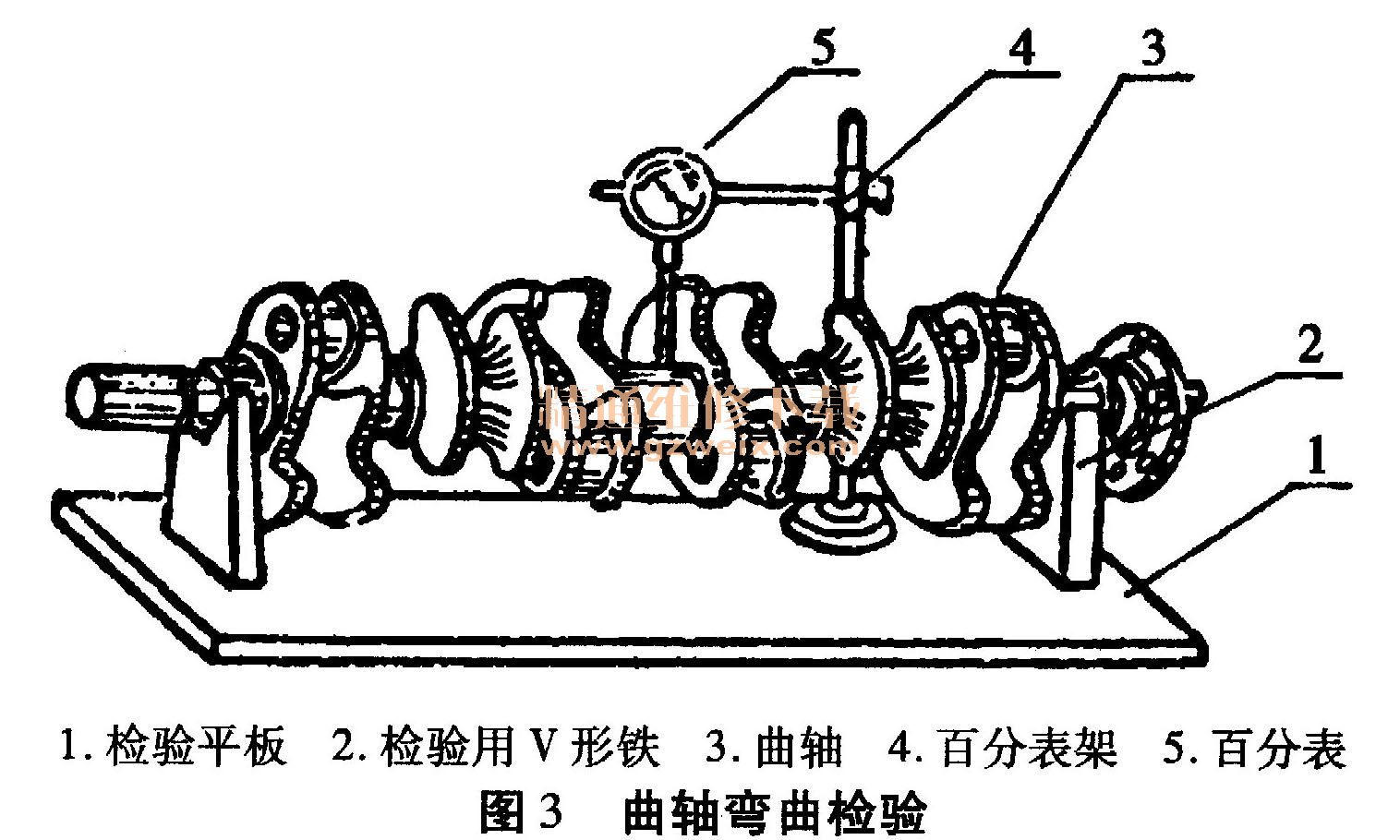
曲轴变形的检验如图3所示。首先将检验用V形铁支承曲轴两端的主轴颈,调整百分表架和百分表头,把表测头与主轴颈表面接触,并留出测量变动量。将表针分别接触于不同主轴颈表面的不同部位,慢慢转动曲轴一周,读取的表针摆动的最大差值即为该截面上的径向圆跳动误差值。
曲轴后端飞轮凸缘盘的径向跳动和端面跳动检验如图4所示。将曲轴支承于平板V形铁中,并使曲轴轴向定位。慢慢旋转曲轴一周,读取百分表1的最大差值即为凸缘盘的径向圆跳动误差值;百分表2的最大差值即为凸缘盘外端面的端面圆跳动误差值,此值一般应在指定半径处测量。

1.2连杆轴颈平行度的检测
连杆轴颈平行度的检验如图5所示。检验用V形铁将曲轴前、后主轴颈支承于检验平台上,在曲轴的一端安装随曲轴一同旋转的角度盘。角度盘应具有3‘~10‘的分辨度和精度。图中V面和H面为两个相互垂直的平面,其中V面通过曲轴轴线、垂直于检验平台,H面通过曲轴轴线、平行于检验平台。用百分表测定轴颈表面不同截面的高度变化量,用高度游标卡尺测定图示中H和h的相对高度。角度盘安装时可以正对齿轮的键槽中心平面为测量基准(0位),也可根据测试需要选定相对零位。

公差带为圆柱体的平行度要求,表明在任意方向上均应满足技术要求。测量中应选择两个相互垂直的平面检测,以保证测量符合技术文件的规定。检测时先将图示中的前后两个连杆轴颈转至最高处,并以此作角度0点;用百分表测定两个轴颈表面不同截面上的高度变化量,以表针摆动的最大差值作为该连杆轴线在V面上对曲轴轴线的最大不平行误差;转动曲轴90°使被检轴颈的表面到达H面,用百分表测定两个轴颈表面不同截面上的高度变化量,并以表针摆动的最大差值作为该连杆轴线在H面上对曲轴轴线的最大不平行度误差。
依此再检测其他的连杆轴颈表面。所有轴颈表面检测结束后选取各个轴颈表面在不同截面上和V面与H面间最大的不平行度误差,作为连杆轴线对曲轴轴线不平行度的检测结果。
1.3曲轴扭转变形的检测
曲轴扭转变形将引起连杆轴颈分配角的变化。连杆轴颈分配角是指连杆轴颈轴线沿曲轴回转平面圆周分布的角度。
曲轴扭转变形的技术要求是:各连杆轴颈轴线对主轴颈轴线的平行度误差,整体式曲轴应不大于0.01 mm,组合式曲轴应不大于0. 03 mm;连杆轴颈的分配角偏差不得大于±30"。
曲轴分配角的检测与上述类似。检测时先转动曲轴使第一和最后一缸连杆轴颈位于最高处,如图5所示。在最大高度附近用百分表测头检测轴颈表面,以确认其处于最高位置。转动角度刻度盘,使其对正0位。按曲轴旋转的工作方向转动曲轴,使与第一连杆轴颈相近的连杆轴颈也到达最高位置,确认后在角度盘上读出其分配角的大小。依次检测其他各连杆轴颈。检测完毕后再将第一缸连杆轴颈转至水平位置(H面),用百分表测量各截面相对高度,并转动百分表刻度盘,选择相对0点。按曲轴工作方向转动曲轴,使与第一缸相近的连杆轴颈表面的各截面相对高度,百分表测得是相对0位的位置,在角度盘上读出该轴颈的分配角的大小。依次检测各连杆轴颈。连杆轴颈分配角误差值最大者作为分配角偏差的检测结果。
2 曲轴变形校正方法
2.1曲轴弯曲变形
曲轴弯曲变形的校正,一般可采用冷压校正法、敲击校正法、火焰校直法。
(1)冷压校正是将曲轴用V形铁架住两端主轴颈,用液压机沿曲轴弯曲相反方向加压。由于钢质曲轴的弹性作用,压弯量应为曲轴弯曲量的10~15倍并保持2~4 min。为减小弹性后效作用,最好采用人工时效法消除。人工时效处理,即在冷压后将曲轴加热至573~773 K,保温0.5~1.0 h便可消除冷压产生的内应力。
(2)敲击校正是用手锤或气锤敲击曲轴臂的表面。由于冷作作用产生残余应力,使曲轴臂变形,曲轴轴线产生位移,从而达到校直曲轴弯曲的目的。因其变形发生在曲轴臂上,所以轴颈圆角处无残余应力,同时校直的精度较高。敲击的程度和方向是根据曲轴弯曲量的大小和方向而定的。第1次敲击的效果最好,重复地在同一部位敲击会使冷作程度增加,但校直效果不显著,所以对每处的敲击以3~5次为宜。
用表面敲击法校直曲轴时,先将曲轴支承在V形铁上,根据曲轴弯曲的方向来确定敲击的部位与方向。当曲轴弯曲的方向与轴颈平面重合时,可敲击各曲轴臂;当曲轴弯曲方向不与轴颈平面重合时,可分别敲击两对曲轴臂。
(3)火焰校直是曲轴放置在V形铁上,弯曲度拱起来的部位向上,用焊枪的氧化焰在拱起的曲轴臂上加热(大火焰快速加热),待加热处升温至700℃左右(呈微红色),停止加热,经3~5s后,用冷水冷却淬火,待曲轴温度降至室温后,再进行弯曲检查。如仍有弯曲可重新加热校直。如弯曲度已大为减少,加热温度和时间都可减少。对于弯曲度较大的曲轴,可在火焰校直的同时,在轴上施加少许压力,以限制其加热时向上的膨胀。此法不加热轴颈,而只加热曲轴臂,所以效果与敲击相似。
(4)曲轴的弯曲度较小时,可直接通过磨削方法来消除;若其弯曲度较大,一般超过0.3 mm时,应先校直而后再磨削。
2.2 曲轴扭曲变形
曲轴扭曲变形的检验是将连杆轴颈转到水平位置上用百分表分别确定同一方位上两个轴颈的高度差,即为扭曲变形量。曲轴若发生轻微的扭曲变形,可直接在曲轴磨床上结合对连杆轴颈磨削予以修正。
2.3 动平衡校验
曲轴必须经动平衡校验,允许不平衡量为100 g·cm。曲轴飞轮突缘端面对曲轴主轴颈轴线端面圆跳动量应不大于0. 06 mm,外圆径向圆跳动量应不大于0. 035 mm。








